01
L'origine du moulin sans centre
L'origine du broyeur sans centre remonte au début du 20e siècle. À cette époque, les automobiles se sont développées rapidement et plus de 20 entreprises automobiles telles que Mercedes-Benz, Ford et General Motors ont été établies les unes après les autres. Le formulaire organisationnel de production automobile est entré dans la production de standardisation et de chaîne de montage. Le broyeur sans centre est né sous la demande de l'industrie automobile pour un volume de production élevé de pièces de précision.

Atelier de production automobile au début du 20e siècle
En 1921, Cincinnati Milling Machine Company a accepté une commande de broyeur de Ford Motor Company, a fabriqué dix broyeurs sans centre pour le temps et les a livrés à Ford le 17 février 1922.

Grinder sans centre de Cincinnati livré à Ford
Avec la naissance du broyeur sans centre, la précision dimensionnelle et la rondeur des pièces ont été directement augmentées d'un quart, et le temps de production est tombé à un dixième de l'original. Cette technologie de broyage centrifuge permet non seulement la production de masse, mais permet également la fabrication de pièces interchangeables.
02
Développement de machines de broyage sans centre dans notre pays
Dans mon pays, les broyeurs sans centre ont commencé tard, mais se sont développés relativement rapidement, et ont connu trois étapes principales: la production d'imitation, l'auto-conception et le design moderne.
1. Étape de production d'imitation
1954-1960 était le stade d'imitation. En 1954, Wuxi Machine Tool Factory a imité le broyeur ordinaire sans centre M2075. En 1957, le large moulin sans centre de sable M1075K a été imité.

Grinder sans centre de mon pays (Source d'image: site officiel de l'usine Wuxi Machine Tool)
2. Étape d'auto-conception - auto-développement du broyeur sans centre de mon pays M1025
En octobre 1956, Wuxi Machine Tool Factory a commencé à concevoir le M1025 Grinder sous la direction d'experts soviétiques. Grâce aux efforts conjoints des techniciens et des anciens travailleurs, diverses difficultés techniques ont été surmontées. En mars 1958, le nouveau produit a été assemblé et l'évaluation a été adoptée.
Il s'agit du broyeur conçu par Wuxi Machine Tool Factory, et c'est aussi le broyeur sans centre d'auto-développé dans mon pays. Le développement réussi de ce broyeur sans centre a accumulé beaucoup d'expérience précieuse pour la recherche et le développement ultérieurs de notre broyeur sans centre.
De 1961 à 1970, Wuxi Machine Tool Factory Machines de broyage sans centre pour le traitement des vannes à gaz, des épingles à billes, des arbres transversales, des tuyaux en acier, des arbres de moteur, etc. a été conçu en Chine. Ceux-ci marquent la maturité des conçus de soi des broyeurs sans centre dans notre pays. Au cours de cette période, Wuxi Machine Tool Factory, Xianfeng Machine Tool Factory, Benxi Second Machine Tool Factory, Changchun Machine Tool Factory et d'autres fabricants ont succédé successivement une série de machines de broyage sans centre ordinaires.
3. Étape de conception moderne
Avec le développement de la science et de la technologie, depuis le début des années 1980, les broyeurs sans centre sont entrés dans la phase de conception moderne. Mon pays a non seulement développé une nouvelle génération de broyeurs de haute précision et de broyeurs sans centre sans vitesse, mais également appliqué la conception modulaire, la conception d'éléments finis statique et dynamique, la conception assistée par ordinateur et la conception d'optimisation à la conception de broyeurs sans centre.
03
Principe de travail et méthode de broyeur sans centre. Comme son nom l'indique, le broyeur sans centre est un type de broyeur qui n'a pas besoin de serrer le centre de la pièce pour broyer. Il est principalement composé de trois mécanismes: roue de broyage, roue de guidage (roue de réglage) et support de pièce (palette). La fonction de la roue de broyage consiste à retirer la surface du broyage et à générer le degré de lumière souhaité; La fonction de la roue guide est de contrôler la vitesse de rotation du broyage; Le support de pièce est utilisé pour soutenir le broyage pendant le broyage.
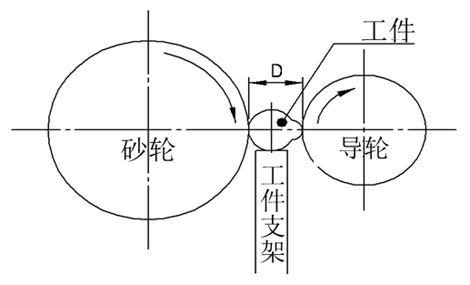
Selon la méthode d'alimentation de la pièce, il existe trois méthodes de broyage sans centre:
Méthode d'alimentation transversale: Convient au broyage des pièces multi-diamètres ou de forme spéciale. Méthode de transmission: il a une efficacité de production élevée pour les rouleaux à aiguilles de broyage, les rouleaux cylindriques et les rouleaux effilés. Méthode d'alimentation tangentielle: capacité à moudre une pièce de forme spéciale, comme un rouleau sphérique.
04
Avantages et inconvénients du broyage sans centre et du broyage cylindrique
Nous savons que parmi tous les broyeurs, les broyeurs cylindriques sont les machines-outils largement utilisées et peuvent traiter diverses surfaces extérieures coniques cylindriques et les broyeurs de surface d'extrémité de l'épaule. Donc, lors du traitement d'une pièce, devrions-nous choisir un broyage sans centre ou un broyage cylindrique? Cela nécessite de comprendre leurs caractéristiques et avantages et inconvénients.
Nous venons d'introduire le principe de travail du broyeur sans centre, et ce qui suit est ses caractéristiques.
1. Traitement continu, pas besoin de rétracter l'outil, peu de temps pour serrer les pièces et une productivité élevée.
2. Le mécanisme de positionnement des roues du support et du guide a une meilleure rigidité de support que les meuleuses cylindriques ordinaires et le mécanisme de cadre central, et peuvent être plus importants en volume de coupe, ce qui est propice au traitement des pièces minces des arbres, ce qui facilite l'obtention de broyage à grande vitesse et de broyage fort.
3. La pièce de travail du broyeur cylindrique extérieur sans centre est positionnée sur le mécanisme de positionnement par le broyeur cylindrique externe. La quantité de broyage est l'allocation dans le diamètre de la pièce. Par conséquent, l'usure de la roue de broyage, la compensation du mécanisme d'alimentation et l'erreur de précision de positionnement répétée du mécanisme de coupe sur le diamètre et la précision dimensionnelle de la pièce ne sont que la moitié de celles du broyeur cylindrique extérieur ordinaire. Il n'est pas nécessaire de percer un trou central, et il est facile d'obtenir un chargement automatique et un déchargement.
4. Le broyeur de roue à large broyage à chaque fois passe par le mécanisme, ce qui peut augmenter l'allocation de traitement à chaque fois. Lors de la coupe dans le broyage, les surfaces complexes peuvent être broyées en séquence ou en roues de broyage multiple, qui a une productivité élevée et une large gamme d'applications.

Par rapport aux meuleuses cylindriques externes sans centre, les caractéristiques suivantes sont:
1. En termes d'efficacité de broyage, le broyage cylindrique est bien pire que le broyage sans centre, donc le coût de production est relativement élevé.
2. Cependant, par rapport au broyage centrifuge, les avantages du broyage cylindrique externe sont également très évidents. L'erreur cylindrique générée pendant le traitement du tour à l'avant du noyau à rouleau peut être corrigée; Deuxièmement, l'arbre de pas peut être broyé; S'il s'agit d'un broyeur cylindrique externe CNC, il peut également être broyé dans des surfaces moyennes et élevées ou arc.
3. En termes de précision cylindrique globale, le broyage cylindrique est généralement meilleur que le broyage centrifuge.
05
Tie à soupape de moteur diesel de traitement de traitement sans centre de centre
Après avoir introduit les avantages et les inconvénients du broyage sans centre et du broyage cylindrique, jetons un coup d'œil à un cas d'application pratique.

Valve de moteur diesel locomotive
Les vannes sont une partie importante du fonctionnement des moteurs diesel. Dans les années 1970 et le milieu des années 80, la société a adopté le processus de broyage cylindrique traditionnel (deux méthodes de positionnement final), mais comme le rapport longueur / diamètre de la tige de soupape est supérieur à 10 (voir la figure ci-dessous).
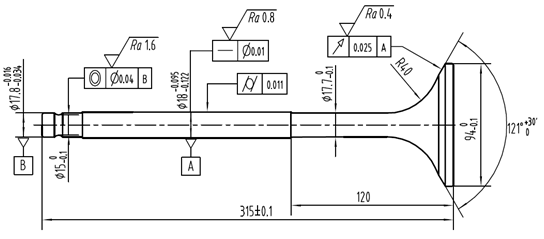
Valve de moteur diesel Locomotive DF11
La méthode traditionnelle de broyage cylindrique réduit considérablement la rigidité du système de processus de broyage. Dans le même temps, il y a généralement une inégalité dans la taille de la tige de soupape après le broyage, en particulier les problèmes de défauts de batterie dans la tige et une faible efficacité de traitement n'ont pas été bien résolus.
Dans le milieu à la fin des années 80, la société a introduit des machines de broyage sans centre japonaises. L'itinéraire global de la technologie de traitement des soupapes a été repensé autour de la tige par la méthode de broyage sans centre (méthode de broyage de coupe). Dans le processus de traitement ultérieur, l'avantage du processus de broyage sans centre de la tige de soupape s'est clairement réfléchi, principalement manifesté dans: une bonne consistance de tolérance dimensionnelle (à moins de 0,02 mm), une bonne uniformité de rugosité de surface (toute rugosité de surface de la partie de la tige est dans RA0.35), et le broyage sans centre peut atteindre des exigences de tolérance de forme élevée et de position.
La société a appris des décennies d'expérience dans les vannes de fabrication de masse que la partie de la tige de soupape adopte le broyage sans centre est la méthode de traitement des lots efficace et pratique. Avec le développement continu du marché des produits de vanne, les deux lignes de production de valve de la société ont actuellement plusieurs machines de broyage sans centre (Microsa, Japon et Guangyang, Japon) pour la partie de tige de soupape sans centre. Les spécifications de traitement de l'équipement peuvent entreprendre divers types de vannes marines de moteur diesel à moyenne vitesse et peuvent aider les clients à la recherche et au développement de vannes de moteur diesel à forte rentabilité.

broyeur sans centre
06
résumé
Le broyage sans centre est une méthode d'usinage de précision à grande production dans les méthodes de traitement mécanique actuelles. Cette méthode de broyage peut permettre à la pièce d'obtenir une bonne qualité de traitement de surface, une précision élevée de traitement et une efficacité de traitement élevée. Il est largement utilisé dans le traitement des épingles, des tiges minces et des tuyaux de long diamètre, et est largement utilisé dans le domaine de la fabrication de roulements.
Ces dernières années, les usines de machines-outils de mon pays qui produisent des broyeurs sans centre ont suivi le rythme du développement de l'époque et s'efforcent d'améliorer les performances des broyeurs sans centre. Bien qu'il y ait encore une certaine lac

Catégorie: CNC Lathe Présentation du produit: La société a adopté la certification de divers systèmes tels que ISO9001: 2015 Système...
Plus
Catégorie: Broyeur CNC de valve spéciale Présentation du produit: La société a adopté la certification de divers systèmes tels que l...
Plus
Catégorie: Broyeur CNC de valve spéciale Présentation du produit: La société a adopté la certification de divers systèmes tels que I...
Plus
Catégorie: Broyeur sans centre Aperçu: La société met en œuvre et met en œuvre diverses exigences de gestion du système, innove et a...
Plus
Catégorie: Équipement de soudage plasmatique Présentation du produit: La société a adopté la certification de divers systèmes tels q...
Plus
Catégorie: Équipement de moulage vierge de soupape Présentation du produit: La société a adopté la certification de divers systèmes ...
Plus
Catégorie: Équipement de test de produit fini Présentation du produit: La société a adopté la certification de divers systèmes tels ...
Plus
Catégorie: Produits auxiliaires de production Présentation du produit: La société a adopté la certification de divers systèmes tels ...
Plus
Catégorie: Produits auxiliaires de production Présentation du produit: La société a adopté la certification de divers systèmes tels ...
Plus
 86-13584767515
86-13584767515
86-0515-89500828
 N ° 1, zone de concentration industrielle, ville de Wulie, ville de Dongtai, province du Jiangsu
N ° 1, zone de concentration industrielle, ville de Wulie, ville de Dongtai, province du Jiangsu
Produit



